
VIP Thành viên

Robot hàn lập trình miễn phí cho kết cấu thép
1.1 Hệ thống tổng quan chức năng là hệ thống phát triển độc lập, chức năng chính của nó là bằng cách tích hợp sâu quá trình hàn, nhập lại vào mô hình
Chi tiết sản phẩm
1.1 Tổng quan về chức năng
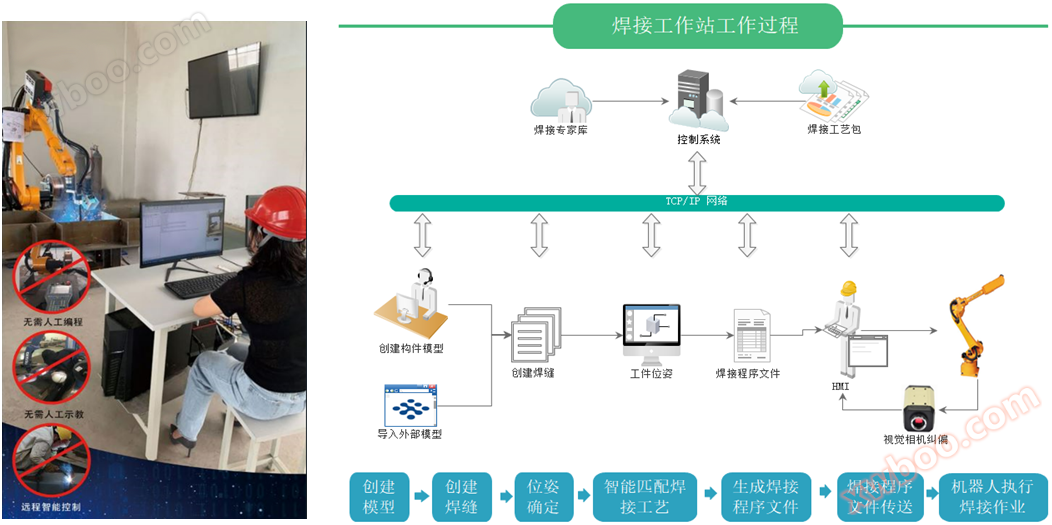
Hệ thống là hệ thống phát triển độc lập, chức năng chính của nó là bằng cách tích hợp sâu quá trình hàn, nhập lại vào mô hình ba chiều, xác định vị trí của toàn bộ mối hàn thành viên thông qua hệ thống thị giác, dựa trên hồ sơ thực tế của vị trí trong mô hình, tự động tạo ra chương trình hàn.
Phần mềm được triển khai trong Trên hệ thống PC, hệ thống PC có thể được đặt ở bất kỳ vị trí nào, điều khiển từ xa có thể đạt được thông qua giao thức TCP/IP, tức là trong văn phòng có thể trực tiếp vận hành thiết bị tại chỗ để hàn.
B5-05=giá trị thông số Kd, (cài 2)Mỗi lớp8 giờ) làm việc bình thường và có thể duy trì độ chính xác ổn định;
1.1.2 Bản vẽ thiết kế của trạm làm việc sau khi lập luận lặp đi lặp lại và thiết kế mô phỏng, độ bền thiết kế của từng bộ phận là đáng tin cậy, lắp ráp và bảo trì thuận tiện, trong điều kiện đảm bảo chức năng, đảm bảo ngoại hình đẹp;
1.1.3 Tất cả các bộ phận mua sắm bên ngoài của thiết bị trạm làm việc được cung cấp cho các nhà sản xuất nổi tiếng trong ngành. Chất lượng của tất cả các bộ phận gia công được kiểm tra nghiêm ngặt, đạt tiêu chuẩn về sức mạnh, hiệu suất vượt trội và chuyển động trơn tru;
1.1.4Thông số kỹ thuật sản phẩm: - Type: Digital Multifunction Imaging System - Standard Functions: Copy, Print (GB)Tiêu chuẩn; Tất cả các dụng cụ, bộ phận được thiết kế, sản xuất và vật liệu được sử dụng phải tuân thủISOVàIECTrang chủChuẩn hoặc các tiêu chuẩn tương đương khác;
1.1.5 Các bộ phận máy trạm được sản xuất bằng vật liệu chất lượng cao, các bộ phận cơ khí và điện được lựa chọn là các sản phẩm hàng loạt chất lượng cao và đáng tin cậy;
1.1.6 Mặt trước của robot có cảm biến chống va chạm, có thể bảo vệ thời gian dừng trong trường hợp va chạm, đồng thời theo nhu cầu có thể cấu hình hệ thống cắt dây súng tự động và hệ thống loại bỏ bụi tự động;
1.1.7 Các chức năng hàn thông minh như tương tác trực quan của trạm làm việc, ổ đĩa kỹ thuật số 3D, lập kế hoạch thông minh đường dẫn hàn, đường dẫn sửa chữa quét trực quan, các thông số phù hợp và thư viện quy trình tự động tạo chương trình hàn.
1.1 Các loại cấu trúc và cách hệ thống được đề xuất hoạt động
1.1.1 dầm cần cẩu dầm H, dầm chính của cấu trúc tấm gân được làm việc bằng cách sử dụng chế độ khởi động một phím của máy đặc biệt H Beam. Sự can thiệp của con người là tối thiểu và hiệu quả làm việc cao nhất. Người vận hành có thể vận hành nhiều máy làm việc;
1.1.2 Cột thép hình chữ H, dầm mái, tấm gia cố bên trong cấu trúc hộp và mối hàn chính và các loại cấu trúc khác của sản phẩm, sử dụng phương pháp tương tác giữa người và máy trực quan để làm việc, người vận hành có thể vận hành nhiều máy làm việc;
1.1.3 Tấm cầu, vách ngăn loại hộp lớn và các cấu trúc khác, do mối hàn dài hơn, số lượng nhỏ các loại mối hàn, sử dụng ổ đĩa mô hình để hàn, ít can thiệp thủ công và hiệu quả hàn cao, người vận hành có thể vận hành nhiều máy làm việc;
1.1.4 Hệ thống thông minh Titanium là một hệ thống hoàn chỉnh. Hệ thống hỗ trợ các cách làm việc khác nhau ở trên, theo nhu cầu sử dụng thực tế để chọn mô-đun phù hợp để làm việc và nâng cao hiệu quả sản xuất.
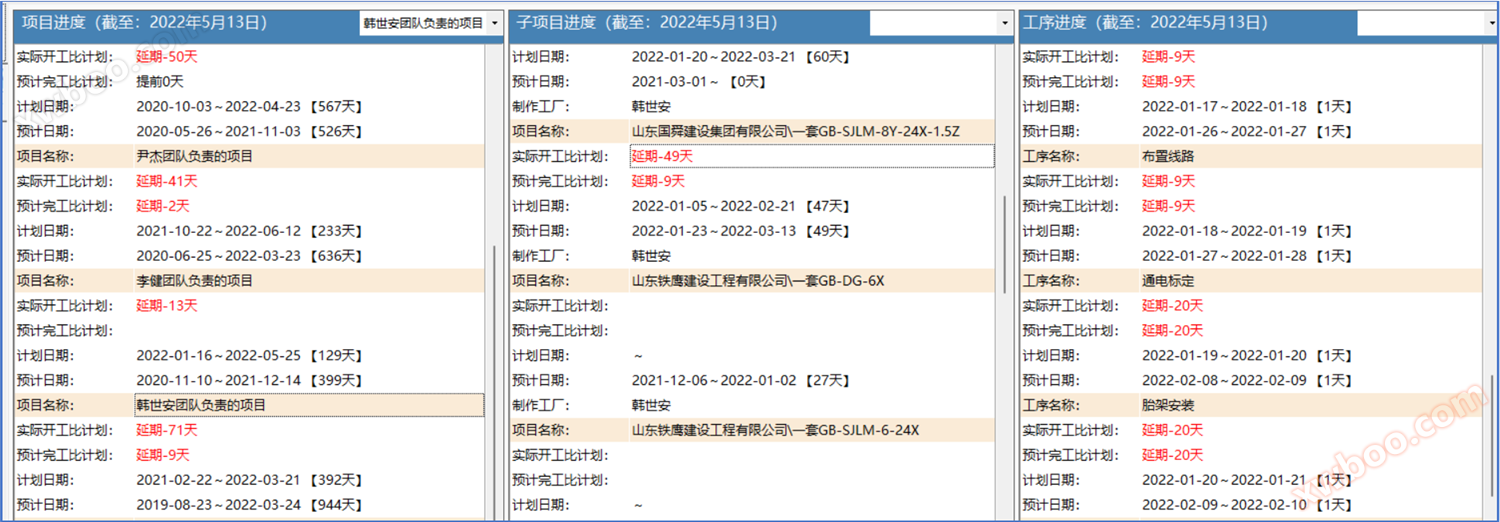
Hệ thống MES
1.1.5 Tính năng hệ thống:
a) Thực hiện chia sẻ dữ liệu mô hình nhà máy dựa trên công nghệ Internet.
b) Quy trình quản lý sản xuất, có thể kết hợp mọi liên kết liên quan đến quá trình sản xuất vào quy trình công nghệ để quản lý
c) Tích hợp và nâng cao hiệu quả tổng thể của hoạt động dự án, thời gian thực, năng động và thực tế, đạt được sự tham gia của toàn bộ thành viên trong quản lý
d) Quy trình quá trình, bộ phận, nhóm, quyền hạn có thể được tùy chỉnh hoàn toàn
e) Thông tin dòng chảy của quá trình thực hiện đẩy thời gian thực
f) Lập kế hoạch tự động sắp xếp theo nhịp sản xuất
1.1.6 Mô-đun lập kế hoạch: Trước khi bắt đầu thực hiện nhiệm vụ sản xuất, KETITAN MES tạo ra lịch trình làm việc hàng ngày cho từng trạm và các bộ phận hỗ trợ dựa trên nhu cầu của dự án và lịch trình phối hợp tự động nhịp sản xuất của từng xưởng và trạm làm việc.
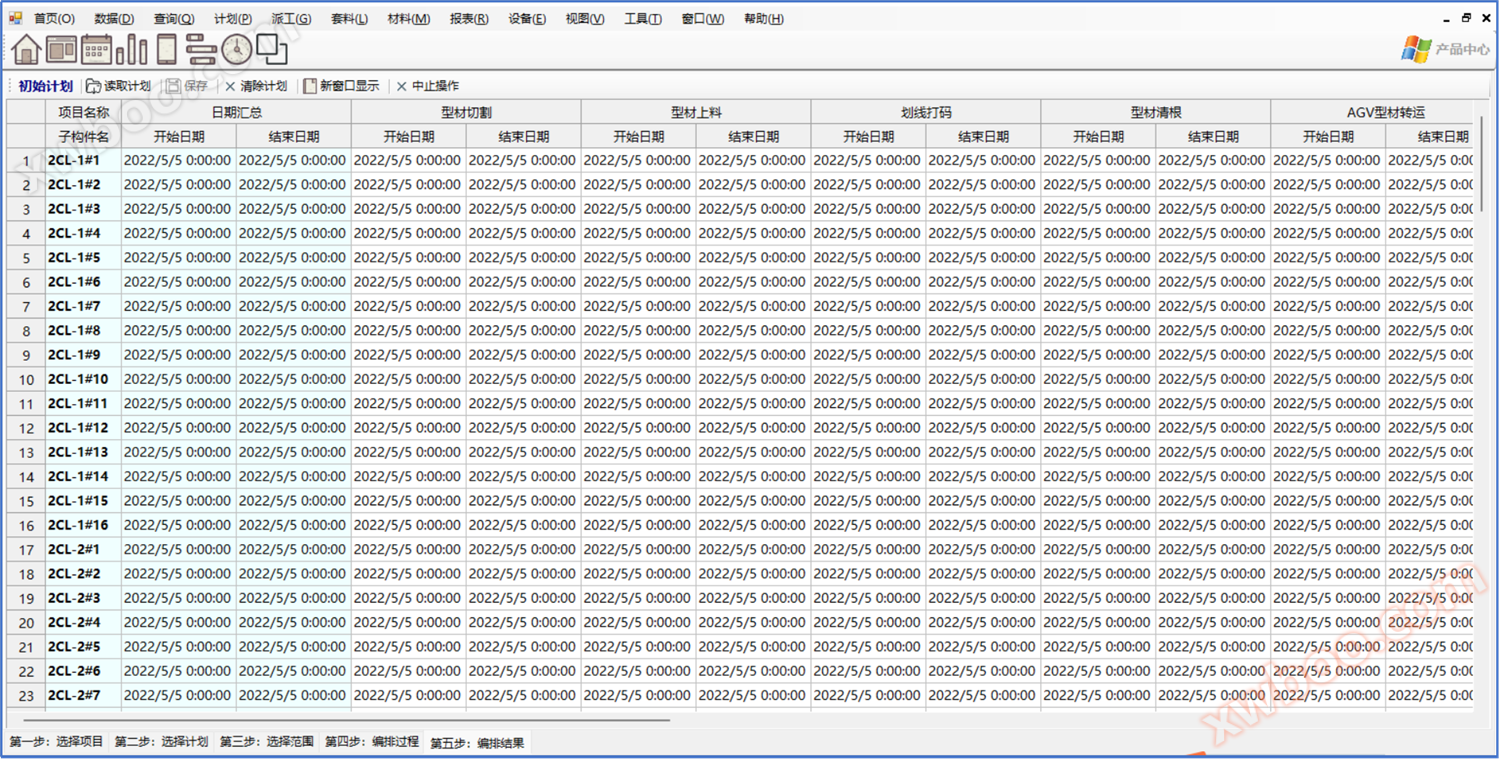
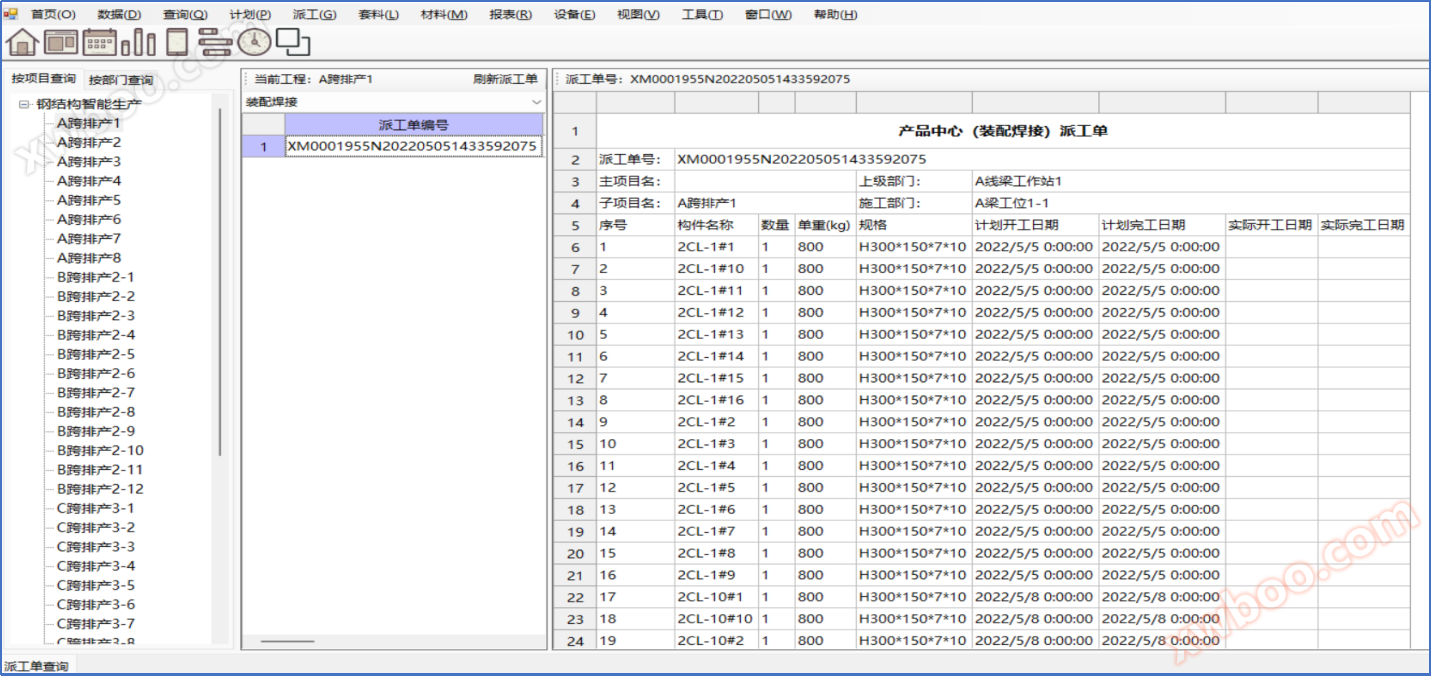
Mô-đun giao hàng: Tạo ra các nhiệm vụ công việc cụ thể dựa trên nhu cầu của dự án và kế hoạch tự động sắp xếp nhịp sản xuất của từng xưởng và trạm làm việc.
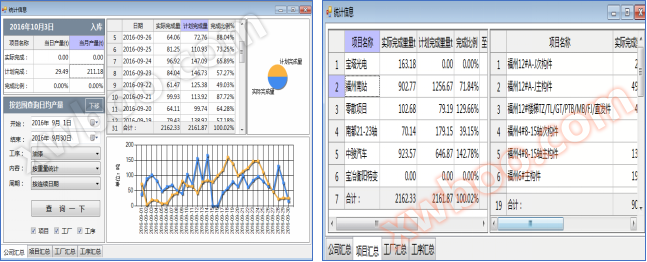
Mô-đun thống kê: Dữ liệu tổng thể của công ty, số liệu thống kê dự án, số liệu thống kê theo nhà máy, số liệu thống kê theo quy trình có thể được truy vấn.
2. Chương trình dự án
2.1 Các loại sản phẩm
2.1.1 Kích thước cấu trúc
|
Số sê-ri |
Sản phẩm |
Chiều cao |
Chiều rộng |
Chiều dài (đôi máy phù hợp) |
|
1 |
Thép hình chữ H |
Chiều cao cánh≤0.8m |
≤1.2m |
≤12m |
|
2 |
Sản phẩm khác |
Chiều cao đứng≤0.5m |
≤1.2m |
≤12m |
2.1.2 Ảnh sản phẩm tiêu biểu của người dùng


2.1 Sơ đồ toàn cục
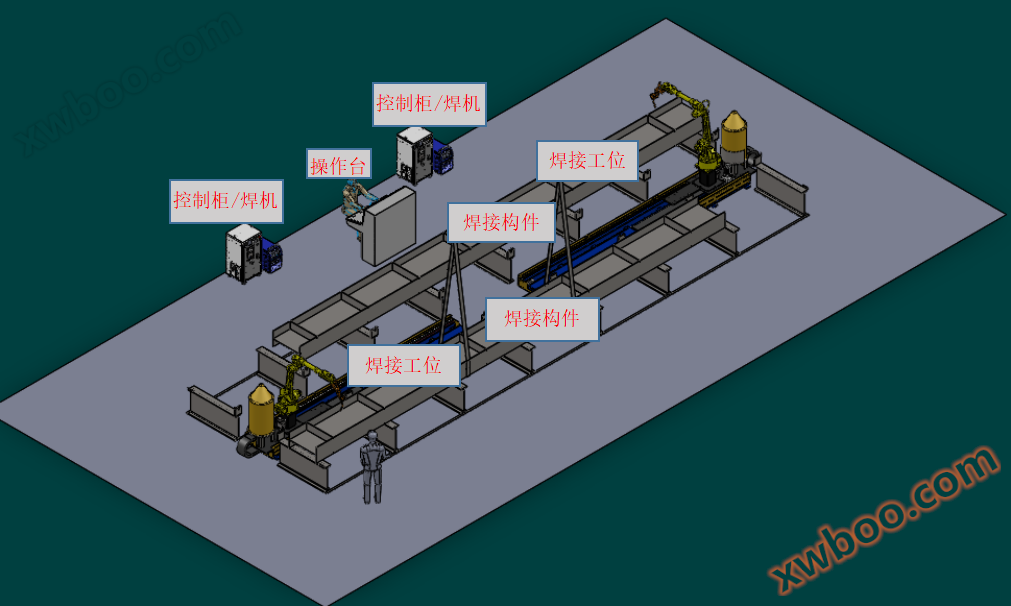
Sắp xếp mặt tiền
Quy trình làm việc (Model Driven Way)
2.2.1 Chuỗi nhân tạo hoặc băng tải chuyển các thành viên được hàn đến giá đỡ bàn gần vị trí P
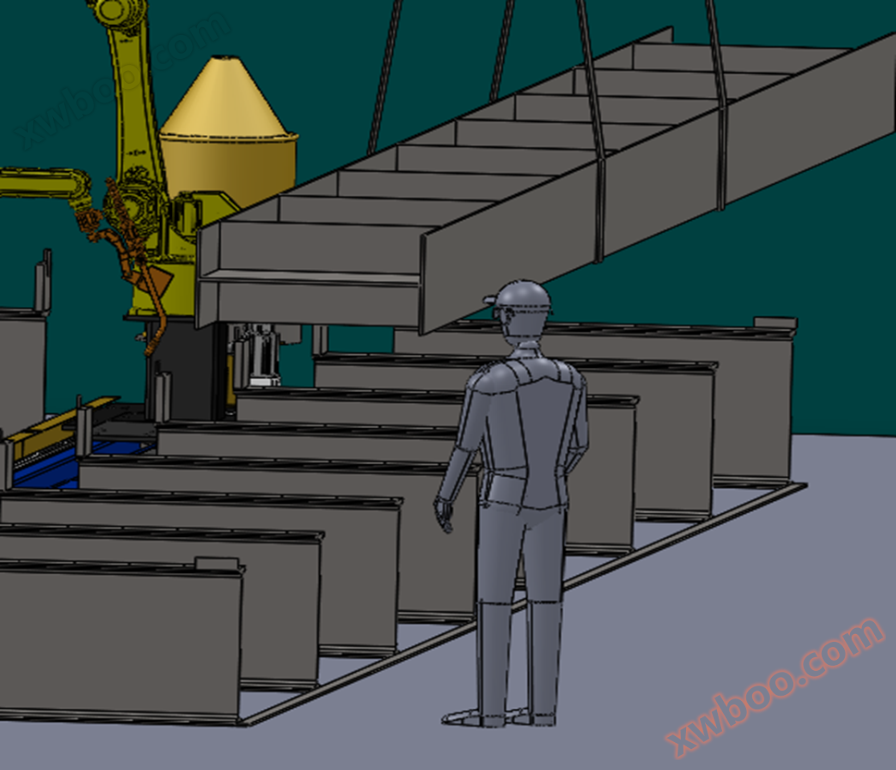
2.2.2 (đồng thời hoặc trước) Người vận hành xoay mô hình nhất quán và tạo các nút dựa trên số thành viên và cách các thành viên được đặt
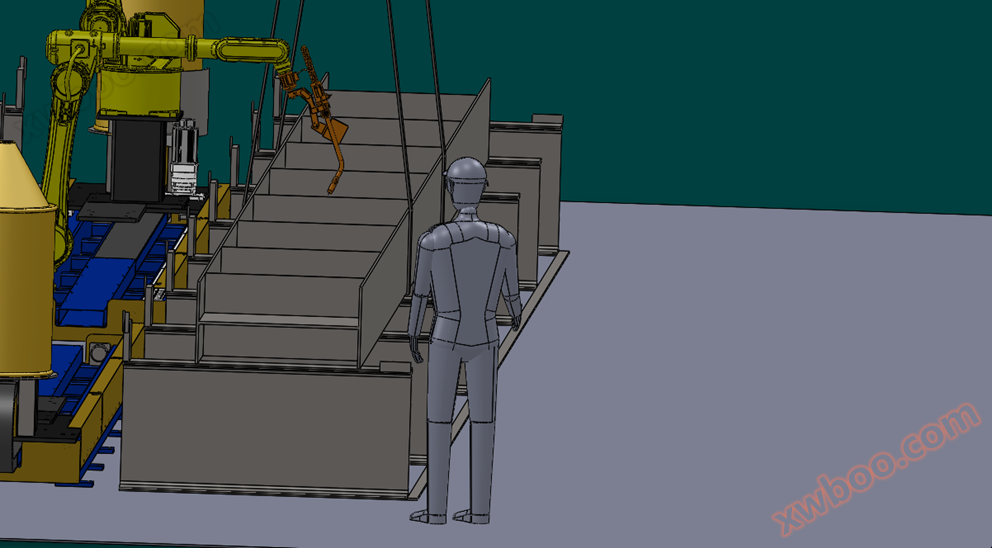
2.2.3 Nếu độ lệch đặt quá lớn, trước tiên hãy xác định vị trí điểm P bằng bộ phận nhận dạng máy ảnh
2.2.4Nếu vị trí đặt gần, người vận hành tải trực tiếp mô hình để bắt đầu quét (tại thời điểm này người vận hành có thể nâng một thành phần khác lên giá đỡ thiết bị thứ hai hoặc trạm khác của thiết bị này, thực hiện các thao tác trên)
2.2.5Sau khi quét xong, hệ thống bắt đầu hàn
2.2.6Toàn bộ quá trình hàn thành viên kết thúc, chuyển các thành viên đến trạm làm việc tiếp theo.
2.2.7Người vận hành có thể vận hành nhiều thiết bị.
2.2.8Nếu không có mô hình thành phần, bạn có thể sử dụng phương pháp tương tác trực quan để vận hành hàn thiết bị, sau khi các thành phần được đặt vào khung bàn, người vận hành sử dụng máy ảnh để chụp ảnh các bộ phận cần hàn, phù hợp với quy trình, bắt đầu hàn quét. Khối lượng công việc tương đối của người vận hành tăng lên so với mô hình điều khiển.
Yêu cầu trực tuyến
-
Liên hệ
-
Công ty
-
Điện thoại
-
Thư điện tử
-
Trang chủ
-
Mã xác nhận
-
Nội dung tin nhắn
-